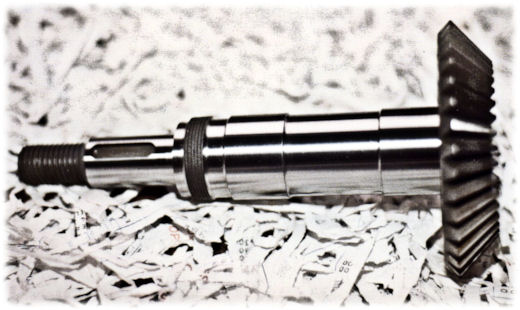
Two views of the drive shaft that takes power from the engine of the Jaguar B220 supercar through to the far side of the inverted gearbox. The originals were much shorter but simply snapped under load. When the clutch is dropped this shaft winds up like a torsion bar. The average torsion bar rotates through about 20 degrees. This one rotates through 360 degrees. The stresses are enormous. This shaft went through several stages of development at C.W.Walker for its designer. Several different materials were tried and tested before the design was completed.
We made a total of around 350 shafts. We made a batch of 50 in a hurry, as usual, and submitted them for a simple process to give them a black finish. Because of the unusual material the plating company could not get the process to work so they acid etched the components. This took around 50 microns of material off the diameters which rendered the ground bearing diameters below specification and therefore scrap. In addition the acid had caused hydrogen embrittlement on the surfaces which effectively destroyed the integrity of the highly stressed surface. So around £6,000 was scrapped out for the sake of an ill applied 10 pence plating operation.
The plating company denied having done this and claimed it was impossible because they were certified to BS5750 (now ISO 9000) and it was therefore impossible. I shrugged my shoulders and never dealt with them again. Their forman had told us the truth of the matter. The company lied.
I went to the most reputable Aerospace Accredited plating company in the region and held a meeting with their CEO, Chief Engineer, Plating Manager and Quality Control Manager. I explained what had happened and the specification of the material and the restrictions and requirements of the plating process. I was assured they could do the job properly. We had rapidly made another batch and submitted them for the 10 pence plating operation and scrapped out another £6000 for the same problem. Overall that project was worth exactly nothing to us - indeed we probably had to subsidise it for the sake of incompetent plating companies.
Subsequently the shafts were not plated and were delivered and used in their natural colour. Such are the problems of entrepreneurs in sub-contract manufacturing. Sometimes it is very expensive.

Compton Electricars made electric milk floats by the thousands between around 1950 and 1980. Eventually the business declined and the company was sold and restructured as Electricars. We made numerous drive shafts for them including this one.

A dumper truck stub axle
The company produce several hundred of these for GKN Axles. They were used in vehicles specially designed to clean rivers.

The two shafts shown here were a mating pair. It was one of the first substantial projects undertaken by our rejuvenated company around 1975. The shafts were machined and heat treated and ground in house from castings and the gears were cut by Midland Gear Company.
One day one of these shafts was returned as rejected together with a rather snotty - and utterly unjustified - note about quality. The shaft had a large score mark down it and it was rejected back to the manufacturer. It sat on my desk for several weeks until one day I had an idle moment and picked it up for no good reason but to look at it. then I swore quietly as it became clear to me what had happened. After we had completed our manufacturing processes the shafts were sent to a company that dipped them in oil and then in hot plastic which formed a protective coating. The coating had come back with the shaft and there was a cut mark in the plastic exactly the same shape as the score on the shaft. Clearly the end user had used a knife to remove the plastic and had damaged the shaft while doing so.
Had the idiot who did this sent it back with the truck driver with a request to repair it I would have gladly put it through with the next batch for free. But the Inspector, one of the most authorative and responsible people in any company, had chosen to deliberately lie and attempt to cover his lie with rubbish about bad quality so risking our good reputation. The shaft was duly returned whence it had come. I am please to report that the company died a couple of years later.
Microphone Cover
We made several hundred of these covers around 1990. They covered a microphone designed to be work on the wrist and used for reporting meter readings to a computer by voice. It was one of the smaller parts we made.
Brake Shoes
This is a pair of brake shoes made for the restoration of a vintage Lagonda motor car. The company produced many such items of many descriptions for the restoration of vintage cars.
Rear Axle
Other than the prop shaft (left) and the casting, all of this axle was designed and made in house around 2000. This was for a vintage car.
Telephone Alarm Dialer
Around 1990 we diversified into the manufacture of various electronic devices. This was designed by an associate and developed within the company. It was the very first solid state (electronic chip) driven dialler certified for connection to the British Telecom network. It was certified by British Telecom at Dollis Hill, the certification soon afterwards being devolved to the Ministry of the Environment. The device was technically good but the sales and promotion costs proved unrealistic and the project was sold.
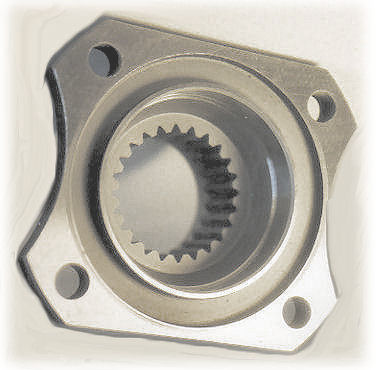
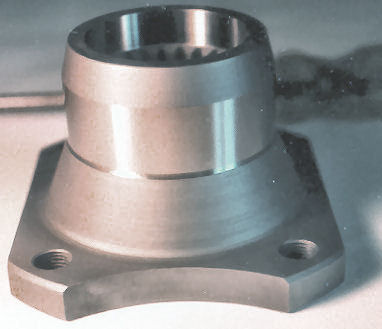
Between 1980 and 2000 we manufactured several thousand drive shafts with splines like these. This is a standard vehicle spline that fits a universal coupling. We made them mainly for Escort rally cars and other high performance vehicles such as Westfield. The spline on the shafts for TVR had a special requirement. They asked that it be machined with a wind of about one degree in it. Thus when it was assembled it would jam and would require a gentle tap with a big mallet to drive it home but it would then fit without backlash. We searched the literature for a long time to find how to do it and my brother, Peter, found out in the end. Once set up, the process was no more difficult than producing straight splines but rather slower.
One rally team used to buy 100 shafts for each rally. They ran two cars and changed the drive shafts for every section. The cost was substantial but much less than risking losing a drive shaft on the road.
The two views of a splined flange coupling. This is typical of hundreds of similar couplings made at various times.
These products are just a few of the thousands manufactured between 1918 and 2005 and show the wide range of tasks and skills required and exhibited.
Colin Walker 2012